
A supermarket is a magical place. It is a place where a customer can get:
- What they need.
- At the time they need it.
- In the amount they need it.
Supermarkets must make certain that customers can buy what they need at any time. If you run a supermarket and 10% of your products are always out of stock, customers will stop coming.
They won’t be able to get everything they need when they need it and will need to go to another store to complete their shopping. Why wouldn’t they just go to the other store to begin with at that point?
The buyer does not have to worry about whether to buy extra items, they can be confident that should they need them in the future, they can always come back to the supermarket.
In a well run supermarket, labor is not wasted carrying items that may not sell. Customer purchasing is carefully monitored and replacement goods are stocked on the shelves and ordered just as they are needed.
This sounds basic, and I guess it is, but it’s also what pretty much every business needs to do: give their customers what they want, when they want it.
The process which makes this works for a supermarket is elegant in its simplicity and effectiveness:
The customer goes to the earlier “process” (the supermarket) to acquire the required parts (groceries/commodities) at the time and in the quantity needed. The customer’s purchase triggers an earlier process which produces the quantity just taken (restocking the shelves).
If we want to go farther back down the chain, we can also see that the re-stocking of shelves triggers additional purchase orders (an earlier process) and the additional purchase orders trigger the production of those goods and the restocking of whatever inputs go into their manufacture and so on down the line.
Why The Toyota Production System Matters to You
This observation around the working of a supermarket was made by Japanese engineer Taiichi Ohno and was ultimately translated into the Toyota Production System (TPS), one of the most important business developments of the 20th century.
Ohno saw how changes in the techno-economic paradigm were shifting how companies needed to operate to be effective. Early industrial operational philosophies such as Henry Ford’s system and Taylorism was built on a foundation of an era where goods were scarce and you didn’t need to advertise.
There was no concept of advertising until after the First World War. Prior to that point, businesses could not produce enough goods and services to meet consumer demand.
There was a shift that started around the 1920s when Edward Bernays founded what became the modern advertising industry. He was the first to work on inspiring wants in the people that weren’t already there.
Consumers got more picky and choices proliferated. Technological innovations over the next century accelerated this.
The internet took the availability of products of services to its logical end point – (nearly) every possible product is available to everyone. Consumer preferences is now changing faster than ever and companies need to adapt their structure and operating system to move alongside that.
The Toyota Production System emerged because it showed itself to be both more resilient and more adaptable than traditional mass-production methods.
For decades prior to the development of the Toyota Production System, America had cut costs by mass producing fewer types of cars. It was an American work style — but not a Japanese one. Japan’s problem was much similar to the ones that most companies face today: how to cut costs while producing small numbers of many types of products (cars in the case of Toyota).
As consumers demand more choice and personalization, businesses must adapt their own structure to offer the best quality at the best price to allow this.
Though the Toyota Production System began with manufacturing, the principles are much more broadly applicable.
At its most basic level, the Toyota Production System is an operational philosophy for winning and outcompeting in a dynamic and fast moving world. It is a philosophy on how companies can systematically produce higher quality products in less time at lower cost.
Respect for People and The Elimination of Waste
The principles of the Toyota production system are:
- The absolute elimination of waste.
- Respect for people.
Never have sweeter words been spoken. As Ohno explains, these two goals are in fact tightly coupled: it is through the elimination of waste that people are most respected and able to flourish. This is the path to high performance.
The two pillars of the Toyota production system to achieve these principles are:
- Just-in-Time – Just-in-time means that the right parts needed in assembly reach the assembly line at the time they are needed and only in the amount needed. (just like a supermarket!)
- Autonomation means automation with a human touch. It is not to be confused with strict automation.
Autonomation
Autonomation, or automation with a human touch, is a system for achieving maximum efficiency and productivity in a complex environment.
The Problems with Automation
The first problem with automation is that once the switch is turned on and an automated machine or process is running, a small abnormality can devastate the actual efficiency of the process.
In the case of manufacturing, a small piece of scrap falling into the machine can damage it in some way and result in all the products it makes being defective until the issue is identified and fixed.
When this happens, tens and soon hundreds of defective parts are produced and quickly pile up. This is wasted money and it’s wasted time (another form of capital) having to go back and fix whatever broke.
This is equally true for software or service businesses. When a software bug happens and goes unnoticed for weeks, it can take a huge amount of time to go back and fix it. When a person isn’t properly trained or doesn’t have proper documentation and does their task wrong, cleaning it up adds massive expense, not to mention losing customers.
This is poorly understood. Many companies lack proper processes, often citing that “we don’t have time to make them.” The reality is that if you don’t have time to make them, you really won’t have time to fix all the mistakes that result from not having them.
However, companies can also go the opposite direction as in the fully automated process. Full automation tends to be too brittle. Especially when you are dealing with software and services compared to a manufacturing production line, you ultimately have too many edge cases for humans to handle.
Autonomation is about appreciating the importance of illegibility and recognizing the value of people: some things can’t be precisely specified in a process, code base, or machine. You need a capable and intelligent person to make the call in those instances.
Autonomation recognizes it is much better to work on automating the ~90-95% of most common scenarios and using properly trained people with good intuition to manage the machines. This gets you most of the performance improvements of automation while retaining the flexibility and decision making abilities of well-trained people.
It can also often be done at a much lower cost. Nearly every internal process to a business should evolve in this order:
- Be done by a human manually until they understand it well enough to have written a Standard Operating Procedure (SOP).
- Selectively automated – Once it is possible to specifically identify parts of the process which need to be done by a human and which can be performed by off the shelf software tools.
- (Rarely is this necessary or correct) – Only the most predictable and important processes to a business require custom solutions and I would say that 99% of the time someone has told me there were going to develop custom software for their business, they would have been better off getting a smart human and off the shelf tools they didn’t need to maintain.
In the instances of both 2 and 3, an autonomation approach is optimal.
Autonomation means an operator is not needed while the machine or process is working normally. Only when a machine or process stops because of an abnormal situation does it get human attention. As a result, one worker can manage more processes, making it possible to reduce the number of operators and increase production efficiency. This allows the business to be both more efficient and profitable while also being adaptable. This is the long term path to success.
In Praise of Cyborgs
A helpful analogy is freestyle chess.
In the early 1990s, IBM was working to build a machine that could beat the human world chess champion. The company hired a lot of programmers, hardware specialists, and of course a few top chess players.
The goal was a fully autonomous machine that could defeat any human.
By the late 1990s, they’d figure something out. The best “player” was not a human or a machine. It was a human AND a machine. The human competitor would consult the program midgame, a style called Freestyle chess.
A top-level collaborative man–machine Freestyle competition meant that a top grandmaster sat down with a computer and the grandmaster thought through the strategy of the game long and hard. The programs still had significant strategic gaps in their play, so a grandmaster supplemented or guided the strategic thinking of the machine but would rely on the machine for accurate short-run tactical calculation.
As the programs improved, Freestyle chess circa 2004–2007 favored players who understood very well how the computer programs worked. These individuals did not have to be great chess players and very often they were not, although they were very swift at processing information and figuring out which lines of chess play required a deeper look with the most powerful programs.
This same setup is found in nearly every industry. Machines, be they hardware or software, are very good at doing standardized and repetitive tasks and ones where all the data needed is accessible. This is true only in very limited and closed off environments.
Ultimately, every system is interacting with every other one and human intuition, what the Germans refer to as Fingerspitzengefühl is better at these longer term and more complex “calculations.”
Render unto the machines the things that are legible and repetitive, and unto humans the things that are illegible and novel. It is in this way that the Toyota Production System respects humans – it gives people the type of work at which they are able to generate the most value and feel the most fulfilled. This “cyborg” structure is the best of both worlds.
While this was done by Toyota and other companies in a manufacturing context, it is equally applicable in a services context.
How to Autonomate
A recent example of where I employed autonomation would be creating an onboarding system for a service with a complex contact. You may be collecting dozens or hundreds of pieces of information to put together a contract. They would have many permutations: what is their country of residence? Tax status? What entity are they investing from? Any particular features they need or not?
You will find that you very shortly reach thousands and millions of possible permutations that cannot be handled in a fully automated process.
On the other hand, collecting all this information manually is a waste of everyone’s time and sending a customer a huge blank contract to fill out is a terrible user experience.
The first step was to clearly document the standard process and then to sit down and identify what parts could be done by a human and which parts are best automated.
An autonomation solution was developed:
- Use an off the shelf form software (e.g. Paperform, Type Form) to collect the core information from the customer in an easy and user friendly way. The use of conditional logic could display just the right questions relevant to each customer.
- Use Zapier to pipe that information into a spreadsheet or database like Airtable.
- Have a smart and experienced human review the information input by the user and identify potential issues. This is a critical part of the sequence.
Given the possible number of issues having a human review at this stage (as opposed to full automation – automatically sending out a contract based on the information) lets that person with judgement prevent many potential problems. However, notice that their role is only the most high level aspect – the data entry components have been automated – they are asked primarily to use their judgement and relationship skills. - Once the human operator is happy that the information is input correctly, the data can then be automatically piped from a spreadsheet or database like Airtable into a template form in a software like Formstack.
If no changes need to be made, it requires only a single click. If there is an issue then the human operator can communicate with the client to resolve it and update the process to prevent it in the future.
This type of process is nearly always going to be superior in the long run to either a fully automated or manual one. The fully automated process will end up being too brittle and cost tons of money to develop and maintain. The fully manual one will be too slow and will result in data entry errors.
As in the freestyle chess example, it allows people to use their judgment when it is most valuable and for machines to do the most rote and low level work with maximum efficiency. People are respected, waste is eliminated, performance is improved.
Just-in-time
The second pillar of TPS is just-in-time. The first order benefit of just-in-time for a manufacturing business is obvious: inventory reduction. If you are making or selling physical stuff, you need inventory. Inventory costs money and so it’s very common for physical product businesses to have cash flow issues – a lot of their capital is sitting in a warehouse somewhere waiting to be refined or sold.
This benefit is equally true for service-based businesses. In the case of services, your inventory is time. If you’re running the business inefficiently, then you are wasting your time and the time of your team members on activities which are not producing value for your customers. Reducing this cost increases profitability. Increased profitability is really nice.
However, just-in-time is much more than an inventory reduction system. It is much more than modernizing a factory. It is a tool for achieving peak performance.
Maximizing efficiency
Just-in-time helps to identify defects in the process (and then autonomation is about making those processes work better).
In business schools, many would describe just-in-time as the concept of having components arriving directly at the production line the moment they are needed in order to reduce costs as we said above. This is only partially correct.
While it is true that having components handled twice (say once to go from the delivery truck to the warehouse, and once from the warehouse to the production line) and renting space are unnecessary costs, that is not the most real advantage of just-in-time.
The much bigger issue is that warehouses are buffers that protect against supply chain volatility. For example, if you have a warehouse with enough components, you will be able to continue production even if the truck delivering components to your production line shows up late or is not unloaded properly.
This means that no one will make sure that the truck comes on time. If the problem continues, eventually, the truck will show up too late and production will have to stop. A company without a buffer (no large warehouse for components) will consider even a one-hour delay of the delivery truck as a problem and will take immediate action to ensure that the truck comes on time, every time.
As a consequence, its operations will become much more robust and efficient. Buffers prevent problems from surfacing until it’s too late. Just In Time is about removing buffers to surface problems.1
Imagine you are trying to learn to navigate a river. The best time to learn the river is when the water level is at its lowest. That is when the “inventory” of water is minimized. In that case, you are likely to see all the underwater rocks or other structure that are invisible when the water level rises.
This is what just-in-time accomplishes – it lets you see all the issues that will arise should there be stress on the system so that they can be dealt with while they are small problems rather than large ones.
Once those problems have been surfaced, autonomation and process improvements can be immediately enacted to prevent it from happening again in the future.
Correct a mistake immediately — to rush and not take time to correct a problem causes work loss later.”
-Taiichi Ohno
When abnormalities arise, the role of the manager is to identify what happened and how to prevent it in the future.
My own interpretation and implementation of TPS is that it may make sense in some situations to re-introduce buffers. Sometimes volatility is outside of the control of someone in the company and the use of a buffer to protect against exogenous events can be very prudent and make the overall production more robust.
But, in normal times, the company must always operate as if the buffer does not exist and any issues must be immediately addressed. In the case of the truck delivery, you might keep some excess inventory in a warehouse but as a standard practice, you would have the truck drop off materials directly at the production line. This avoids the additional labor cost of handling the materials twice as well as still knowing any time the truck arrives late (as it will require going to the warehouse to get the excess inventory).
The essential thing is that one should not rely on the buffers in 90-99% of cases, but only in exceptional circumstances when the supply volatility is a result of exogenous forces outside the control of the company.
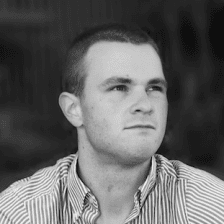
A key way Toyota implemented this was through the use of the Andon Cord.
The Andon Cord was a rope that hung in Toyota factories. Nothing fancy, just rope like you’d use to tie down luggage to the roof of your car.
It was special in one way: when pulled, the rope would instantly stop all work on the Toyota assembly line.
And, here’s the craziest thing about it: anyone had the right to pull the Andon cord at any time.
If any human being in the manufacturing plant wanted to totally halt production, they were free to pull the Andon Cord.
Andon Cord. Image credit: Lean Blog
In fact, they made it part of your job. Whenever a worker saw a problem with a car, they were required to pull the cord and stop the line.
Once all production was halted, a team leader would immediately go ask why the rope was pulled. Then, together, the leader and the team could work to solve the problem and restart production. Not only did they fix the problem, they figured out what was causing the problem so it didn’t happen again.
What happened in the short run after implementing the Andon Cord was that Toyota’s productivity plummeted. But, their quality started to improve. Slowly, but surely, every year they were making thousands of marginal improvements. Not just to the cars, but to the process. That’s the key.
They weren’t focused on building any individual car better so much as they were focused on improving the system which made cars. Every time the Andon Cord was pulled, Toyota’s manufacturing process got a little bit better. Within seven years their process was nearly flawless and they were producing the best cars in the world.
By stopping the system, you get an immediate opportunity for improvement.
You can find the root cause and prevent it from happening again, as opposed to letting the defect move further down the line and be unresolved.
For most businesses, the Andon Cord is metaphorical rather than literal, but it should be no less real. Every time there is an issue in an internal process, it must be identified and fixed. If the person operating the process is able to update the SOP or fix the system themselves, great. If not, then it has to be escalated to a person that can fix it.
A temporary patch should not be used as it will likely become permanent. “Temporary” buildings erected to house Navy personnel in World War I continued to see yeoman service in World War II as well as in subsequent ventures, and are now a permanent, if fading, feature of Constitution Avenue in Washington, D.C. 2The old system, if not fixed properly, will becomes the new problem.
Ohno and Toyota used the Five Whys exercise to identify the root problem.
Have you ever stopped and asked why five times? It is difficult to do even though it sounds easy. For example, suppose a machine stopped functioning:
Why did the machine stop? There was an overload and the fuse blew.
Why was there an overload? The bearing was not sufficiently lubricated.
Why was it not lubricated sufficiently? The lubrication pump was not pumping sufficiently.
Why was it not pumping sufficiently? The shaft of the pump was worn and rattling.
Why was the shaft worn out? There was no strainer attached and metal scrap got in.
Repeating why five times, like this, can help uncover the root problem and correct it. If this procedure were not carried through, one might simply replace the fuse or the pump shaft. In that case, the problem would recur within a few months.
Most people tend to stop at the first or second problem without getting down to the core of it, but this is the essence of the Toyota Production System and the path to high performance.
To Maximize Efficiency, the focus is always the elimination of waste.
The focus of the Toyota Production System is always and everywhere the elimination of waste. Just-in-time and Autonomation are tools for the elimination of waste. It is through the elimination of waste that respect for people is achieved.
There are only two activities in any business:
- Work – activities which deliver value to customers and increase the enterprise value of the business
- Waste – anything else.
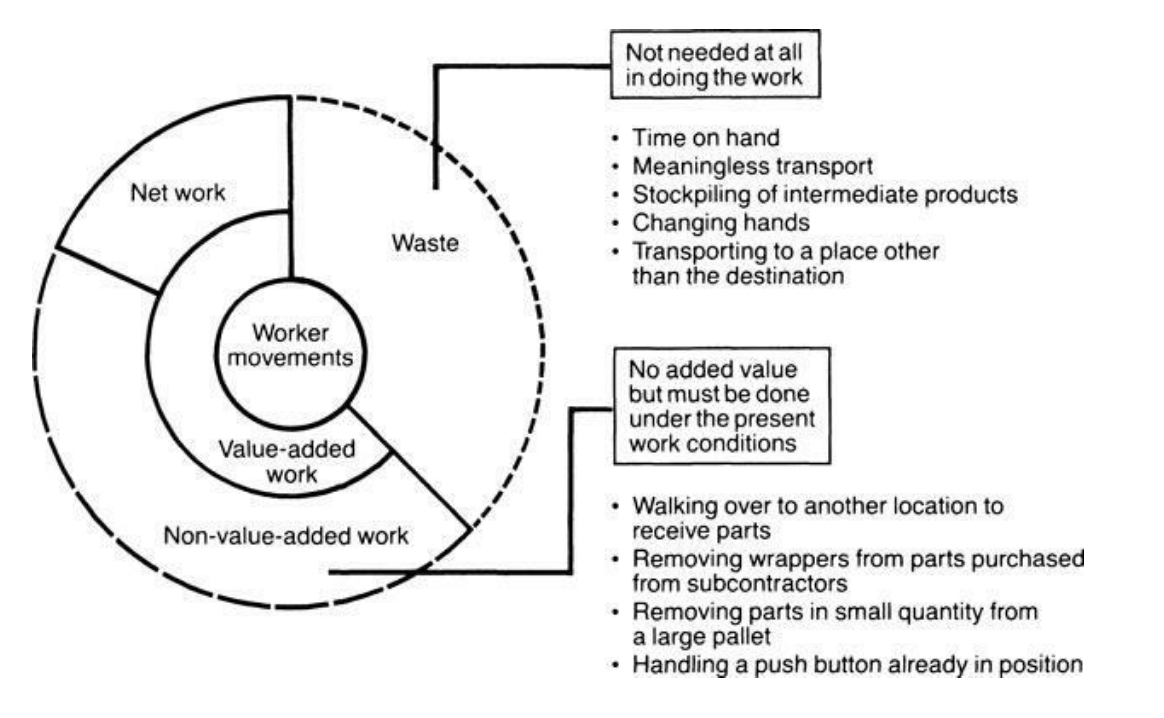
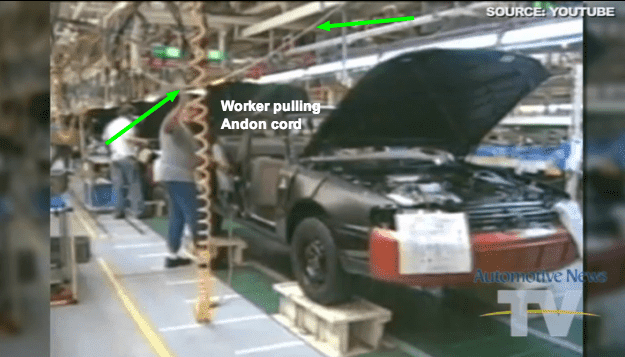
Image Source: The Toyota Production System
If we regard only work that is needed as real work and define the rest as waste, the following equation holds true whether considering individual workers or an entire company.
Present capacity = work + waste.
True efficiency improvement comes when we produce zero waste and bring the percentage of work as near to 100% as possible.
Waste here is used in a general sense:
- If you are spending more than 30 minutes of your day doing email and not practicing Inbox Zero, that is waste.
- If goals and objectives are not clearly communicated causing people to work at cross purposes, that is waste.
- If processes are written but not followed, that is waste.
Part of the reason SOPs are so valuable is because they help to reduce defects and errors. Much more importantly, they are a tool for managing change and optimizing the process constantly. Once you have clearly defined the process, it is possible to identify what is work and what is waste.
Non-value-added work may be regarded as waste: walking to pick up parts, data entry that could be automated, having to redo work that wasn’t clearly specified earlier. This is waste.
All processes should be constantly updated and improved so as to minimize waste. This is a never ending process because as a business grows and changes, what used to be work will tend to become waste. It must be eliminated.
Similarly, everyone should track and categorize their time at least once a year. Only when you know how you are spending your time can you spend it in the way you wish.
Through close observation, you can divide your and your teams’ time into waste and work.
Non-value-added work may be regarded as waste: running errands, double checking spelling when it doesn’t matter, attending unnecessary meetings are all forms of waste.
More than that, carrying out the standard work processes correctly helps worker harmony grow.
When SOPs are clearly written and people execute on them in the way they are supposed to, mutual trust develops.
One recognizes this in sports. Championship teams “click” because they can rely on each other to perform their roles in the way and at the time expected. This is what the elimination of waste creates.
Elimination of Waste Creates High Performance
The key to the Toyota Production System and the purpose of eliminating waste is that it increases the rate at which you improve. The market is a fitness landscape for people and companies, just like a jungle or a dessert is for plants and animals. Companies and individuals that adapt most quickly and effectively to the changing environment survive. Those that don’t, die.
By having a system for eliminating waste and identifying problems, a company that utilizes the principles of TPS will get better and faster than one who doesn’t. This is the essence of winning.
Footnotes
- For more on this, I would recommend Luca Dellana’s book Operational Excellence
- See Systemantics